 基本操作說明:
基本操作說明:
二液型PU發泡劑區分為AB二劑。使用前將AB二劑依據建議的重量比例充分混合攪拌,在固定時間內立即注入模具或夾層中,待其膨脹固化後便可製成所需的PU發泡製品。手工操作PU發泡劑時,一般以電鑽加裝攪拌葉片做為攪拌器具。
依據模具類型的不同,PU發泡的成型方法主要區分為「自由發泡」及「模內發泡」二種。使用開放式模具者稱為自由發泡,模具通常没有上蓋,任由發泡劑自由上昇膨脹。使用封閉式模具者稱之為模內發泡,以模具限制發泡劑的膨脹,使其形成特定形狀。模內發泡方式常用於一體成型物件的製造。
原料需求計算:
1. 發泡劑需求計算:
原料需求量(g) = 模具容積(cm3)
/ 膨脹係數(cm3/g)
原料需求量(kg) = 模具容積(m3)
* 1000 / 膨脹係數(1000cm3/kg)
2. 模具容積計算:
長方形容積 = 長 * 寬 * 高
圓柱形容積 = 半徑2 * 3.14 * 高
圓錐形容積 = (半徑2
* 3.14 * 高) / 3
圓球形容積 = 4/3 * 3.14 * 半徑3
遇特殊不規則形狀模具時,可注水於模具中再依注入重量換算出容積。
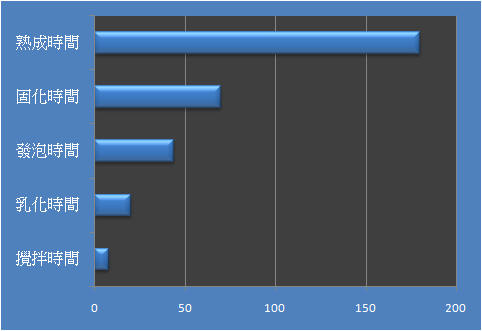
發泡數據定義說明:
攪拌時間: AB劑混合後,從開始攪拌到停止攪拌的時間。
乳化時間: 從開始攪拌到混合液產生乳化現象的時間。
發泡時間: 從開始攪拌到發泡體停止膨脹上升的時間。
固化時間:
從開始攪拌到發泡體可以脫模的時間。
熟成時間:
從開始攪拌到發泡體(硬度等)基本物性不再變化的時間。
操作變因 & 環境變因:
發泡劑在不同操作條件下(例如:不同的攪拌速度、不同的攪拌間時間,乃至於使用不同的攪拌器具)所生產出來的PU發泡成品,氣孔結構可能有所不同。一般而言,攪速度較快時可得較細的氣孔結構;攪拌速度較慢時可得較粗的氣孔結構。
在不同的室溫下操作發泡劑,對於發泡的速度及膨脹倍數將有明顯的影響。溫度較高時通常發泡膨脹的速度較快,膨脹倍數增加。而溫較低時膨脹的速度較慢,膨脹倍數減少。偏離標準操作溫度過大時,可能無法正常成形發泡,必要時應於使用前將發泡劑適當控溫。百事隆二液型發泡劑未特別標明建議溫度時,建議溫度皆為25℃。
使用不同材質的模具對於發泡劑也有一定的影響,尤其金屬模具可能會使發泡倍數明顯減少。必要時可將模具適當加溫。
相關原料應用:
1. 模內漆:
將模內漆(百事隆®
BC-COLOOR) 噴塗於模具表面,再灌入PU發泡劑。待PU發泡劑固化後模內漆成為成品物件的一部份,形成特殊表皮。有效消除表面細孔及流紋。
2. PU著色劑:
配合PU著色劑(POLY U COLOOR®) 的使用,可製作出各種有顏色的PU發泡製品。使用時,先將著色劑加入A劑充份攪拌,再加入B劑。了解更多:
3. 離形劑(脫模劑):
RL-003 離型劑,於發泡前噴塗離型劑於模具上,可使物件脫模更容易。
4.
清洗劑:
WS-008 清洗劑,清洗PU灌注機專用。不含易燃溶劑,可重覆回收使用,安全環保。
5.
抗靜電劑:
配合「PU-0052抗靜電劑」的使用,可製作出各種抗靜電的發泡製品。
***
了解更多關於PU發泡劑的操作技術請與我們聯絡 ***
|